







加工技術のご紹介
特殊加工
- アルミ板材
-
JIS H 4000 に規定する A1100P-H14
アルミニウム合金板加工
曲げ、TIG 溶接、MIG 溶接、バーリング加工、シャーリング、リベット加工、穴明け加工(丸穴、皿穴)、切欠き(直線、R 加工)
アルミ特殊加工の紹介
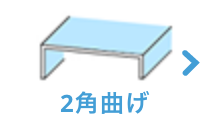
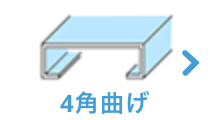
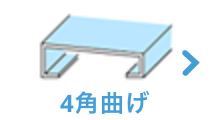
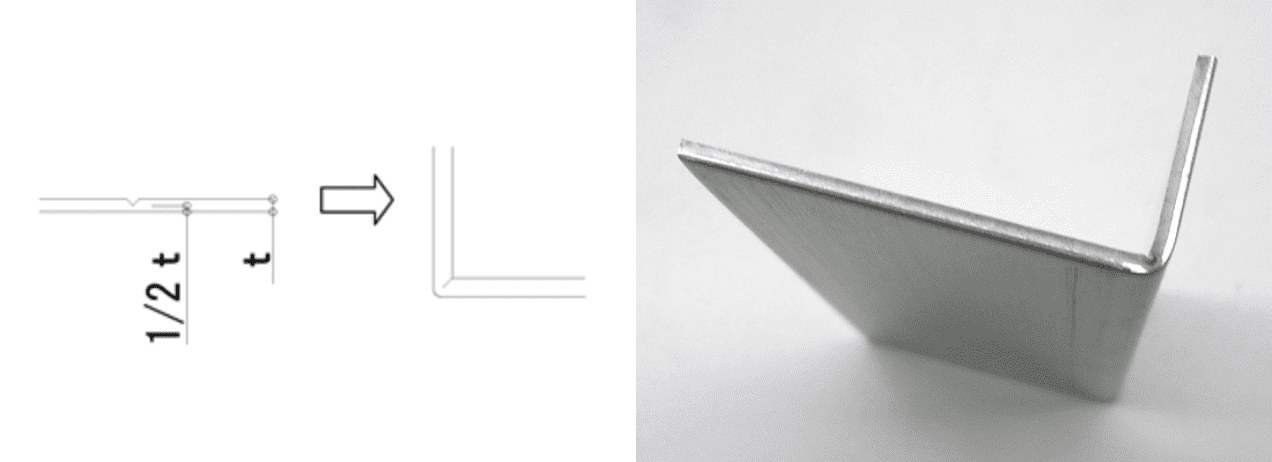
1. 板を鋭角に曲げる方法
板の曲げ角度を90°以下に曲げる
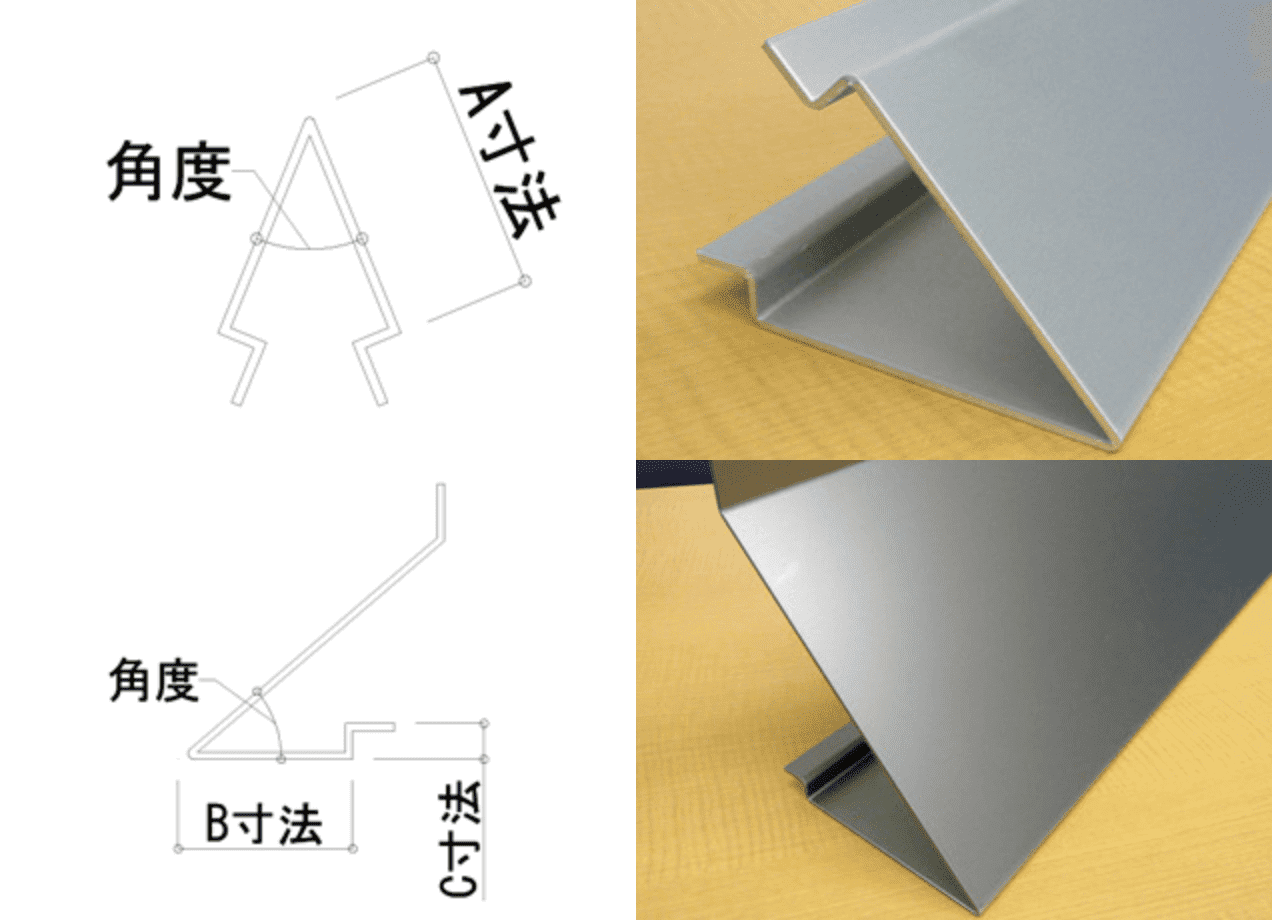
※角度によりA、B、C の各寸法の製作制限があるので別途ご相談ください。
2. R曲げ加工方法
方法1:曲げ角をRに加工
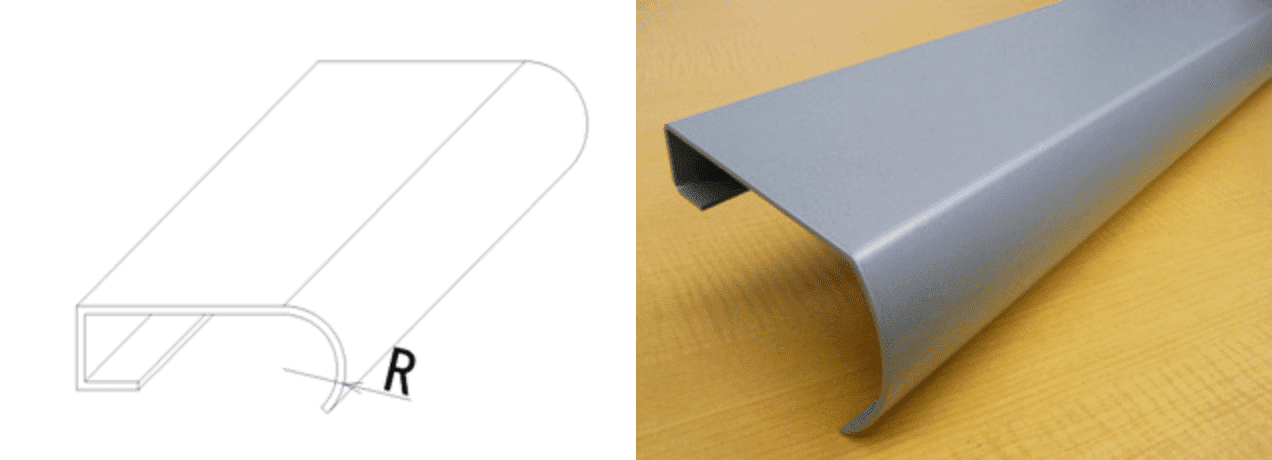
| 加工最小寸法 | |
|---|---|
| 1/4 円以下 | 1/2 円 |
| 最小R20mm | 最小R150mm |
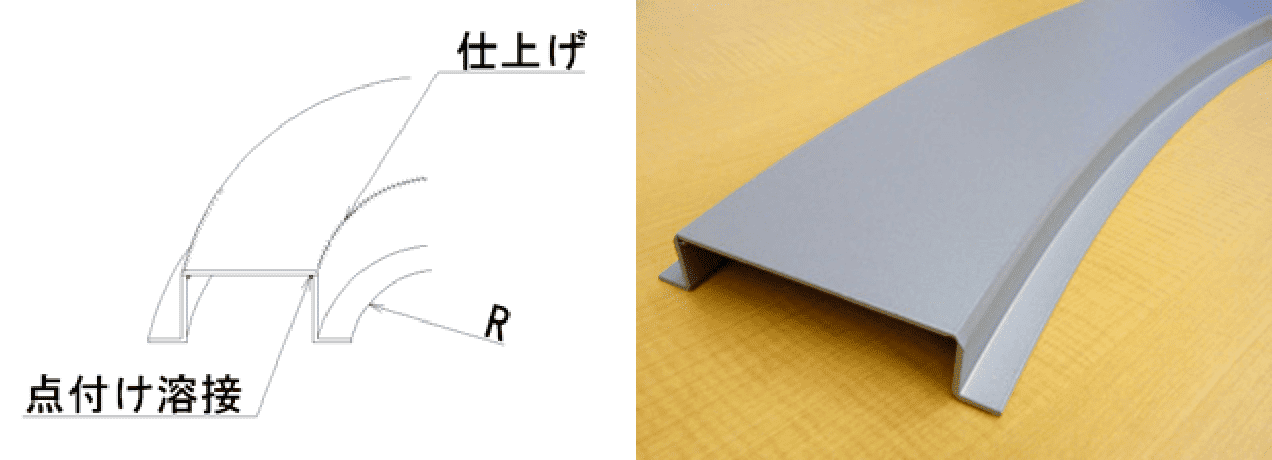
方法2:ピッチで裏点付け溶接後面取り
- ステンレス板材
-
JIS G 4305 に規定する SUS304
ヘアーライン仕上げ材、2B 仕上げ材、鏡面仕上げ材(#400、#600、#800)加工
曲げ、角溶接+酸洗い仕上げ、角溶接+ヘアーライン仕上げ、角溶接+鏡面仕上げ、レーザー加工、バーリング加工、シャーリング、 リベット加工、穴明け加工(丸穴、皿穴)、切欠き(直線、R 加工)
ステンレス特殊加工の紹介
1. 最小曲げ以下で加工する方法
曲げ加工後、レーザー機で切断又は穴加工
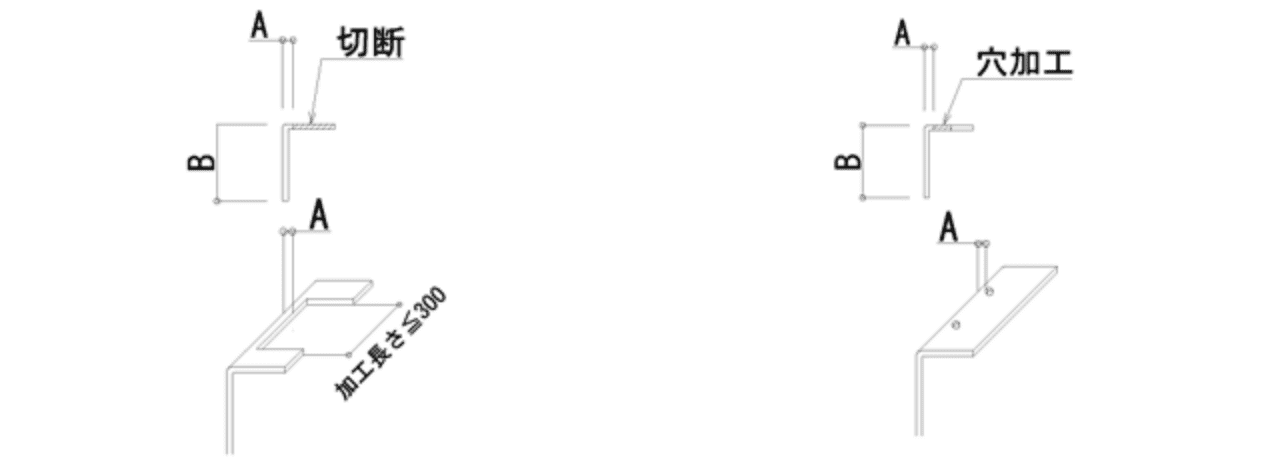
| 加工最小寸法 | |
|---|---|
| 板厚 | A寸法 |
| 0.8mm | 4mm |
| 1.0mm | |
| 1.5mm | |
※B寸法に制限がありますので別途ご相談ください。
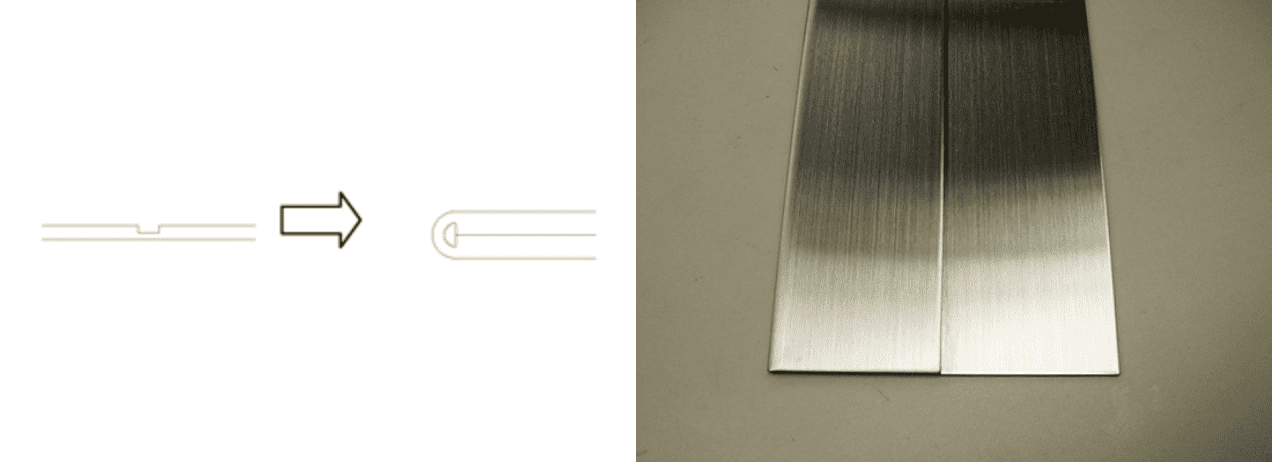
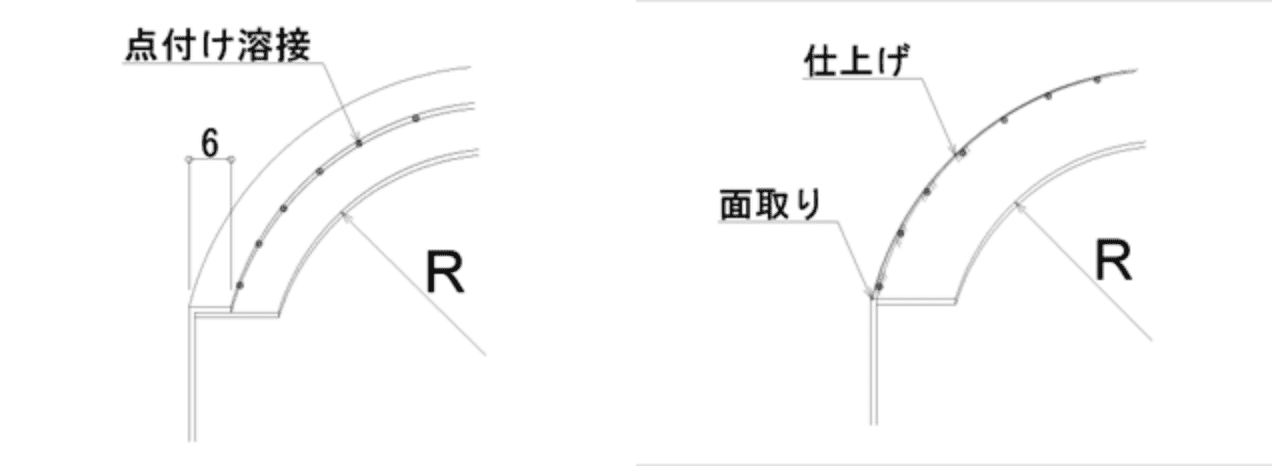
2. R曲げ加工方法
- 方法1:6mm曲げてR成型後点溶接
- 方法2:30ピッチで点付け溶接後面取り
※仕上げに関しては別途ご相談ください。
3. 曲げ角のRを小さくする方法
方法1:V溝加工後曲げ(角出し加工)
方法2:U溝加工後曲げ(潰し加工)